در بسیاری از پروژهها دیده شده است که به دلیل تغییرشکلهای ناشی از جوشکاری، مقطع جوشکاری دچار گسیختگی شده و خسارات زیادی به بار آورده است. اگر جوشکاری مطابق دستورالعملها و ضوابط استاندارد انجام نشود به سرعت گسیخته خواهد شد.
در این مقاله از فولاد مهراد میخواهیم به جوشکاری و نحوۀ تشخیص آنها پردازیم.. با ما همراه باشید.
برای اینکه جوشی قابل پذیرش باشد و به آن جوش خوب گفته شود باید دارای صفاتی که در ادامه گفتهایم باشد. با بررسی این ویژگیها، تغییرشکلهای ناشی از جوشکاری را میتوان بهدرستی تشخیص داد. اغلب این صفات را میتوان در بازرسی عینی تأیید و یا مردود کرد:
برای اطلاع از تغییرشکلهای ناشی از جوشکاری باید از هر چند مدت، بازرسی جوش انجام شود. یکی از مؤثرترین روشهای بازرسی جوش، بازرسی عینی عملیات جوشکاری توسط بازرسین و ناظرین آموزشدیده است که در این قسمت این فرایند را بررسی خواهیم کرد.
طبق دستورالعمل آییننامه جوشکاری ساختمانی، صد در صد جوشهای انجامشده باید بازرسی عینی گردند. درست انجام شدن بازرسی عینی یکی از مهمترین موارد در پروژههای مختلف است.
بازرسیهای عینی غالباً در سه مرحله قبل از جوشکاری، در حین جوشکاری و بعد از جوشکاری مورد توجه قرار میگیرند. آن دسته از بازرسی عینی که قبل از جوشکاری و در حین جوشکاری انجام میشود در برنامه تضمین کیفیت و آن دسته از بازرسی که بعد از جوشکاری انجام میشود در برنامه کنترل کیفی قرار میگیرد.
همیشه عبارتِ «پیشگیری بهتر از درمان است» را در موارد مختلف به کار میبریم. در مسائل فنی و تعمیرات نیز برنامههای پیشگیرانه اهمیت بیشتری دارد. اصل مهم در برنامه بازرسی عینی این است که در طی انجام فرایند پیشگیری تعداد جوشهایی که مورد ترمیم قرار میگیرند، کاهش یابند.
بازرسی عینی قبل از جوشکاری:
اقداماتی که لازم است توسط بازرس جوش قبل از جوشکاری انجام شوند عبارتاند از :
بازرسی عینی در حین جوشکاری:
اقداماتی که توسط بازرس جوش در حین جوشکاری انجام میشود عبارتاند از:
بازرسی عینی بعد از جوشکاری:
اقداماتی که توسط بازرس جوش بعد از جوشکاری انجام میشود عبارتاند از:
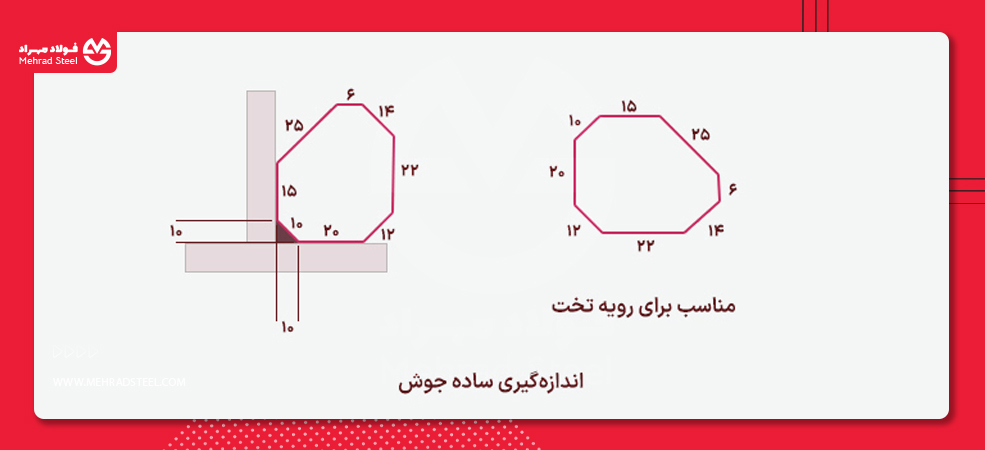
بازرس جوش باید مجهز به ابزارهای اندازهگیر جوش ،متر، کولیس، چراغ قوه و ذرهبین باشد و در بازرسیها آنها را به کار گیرد. عیوب ظاهری جوش شامل موارد زیر است:
برای هر عیب جوش علتی منطقی و برای اصلاح و تعمیر آن نیز روشی منطقی وجود دارد. به طور کلی میتوان گفت اغلب عیوب جوش مربوط به روش جوشکاری، صلاحیت جوشکار، آمادهسازی درز و دستورالعمل جوشکاری بوده که در حین کار میتواند مورد بازرسی و ارزیابی قرار گیرد.

منشأ بعضی عیوب که در جوش و فلز پایه ممکن است یافت شود، عبارتاند از:
این تصمیم که نظارت و تأیید بعد از اتمام جوشکاری انجام شود خطرناک است و روش مناسبی برای آگاهی از کیفیت جوش نیست این کار نوشداروی بعد از مرگ است.
به طور کلی کیفیت نهایی هر کار به دو روش به کیفیت مطلوب نزدیک است:
الف) از طریق برنامههای تضمین کیفیت
ب) از طریق برنامههای کنترل کیفیت
برنامههای تضمین کیفیت شامل بازرسی مواد اولیه، بررسی روشهای جوشکاری، آزمونهای ارزیابی صلاحیت جوشکاران، آزمونهای ارزیابی دستورالعمل جوشکاری، سلامت وسایل کار و کنترل ابعادی قطعات و در نهایت شامل تمام کنترلهای قبل از عملیات اجرایی هستند.
برنامههای کنترل کیفیت شامل کنترل مونتاژ، کنترل کیفیت جوشها حین جوشکاری و کنترل کیفیت جوشها بعد از جوشکاری، شامل بازرسی عینی و آزمایشهای غیرمخرب و در نهایت کنترل ابعادی قطعات بعد از جوشکاری است.